塑料產品排位是指據客戶要求,將所需的一種或多種塑料產品按合理注塑工藝、模具結構進行排列。塑料產品排位與模具結構、塑膠工藝性相輔相成,并直接影響著后期的注塑工藝,排位時必需考慮相應的模具結構,在滿足模具結構的條件下調整排。
從注塑工藝角度需考慮以下幾點:
(1)流動長度。每種膠料的流動長度不同,如果流動長度超出工藝要求,塑料產品就不會充滿。(具體參見第二章)
(2)流道廢料。在滿足各型腔充滿的前提下,流道長度和截面尺寸應盡量小,以保證流道廢料最少。
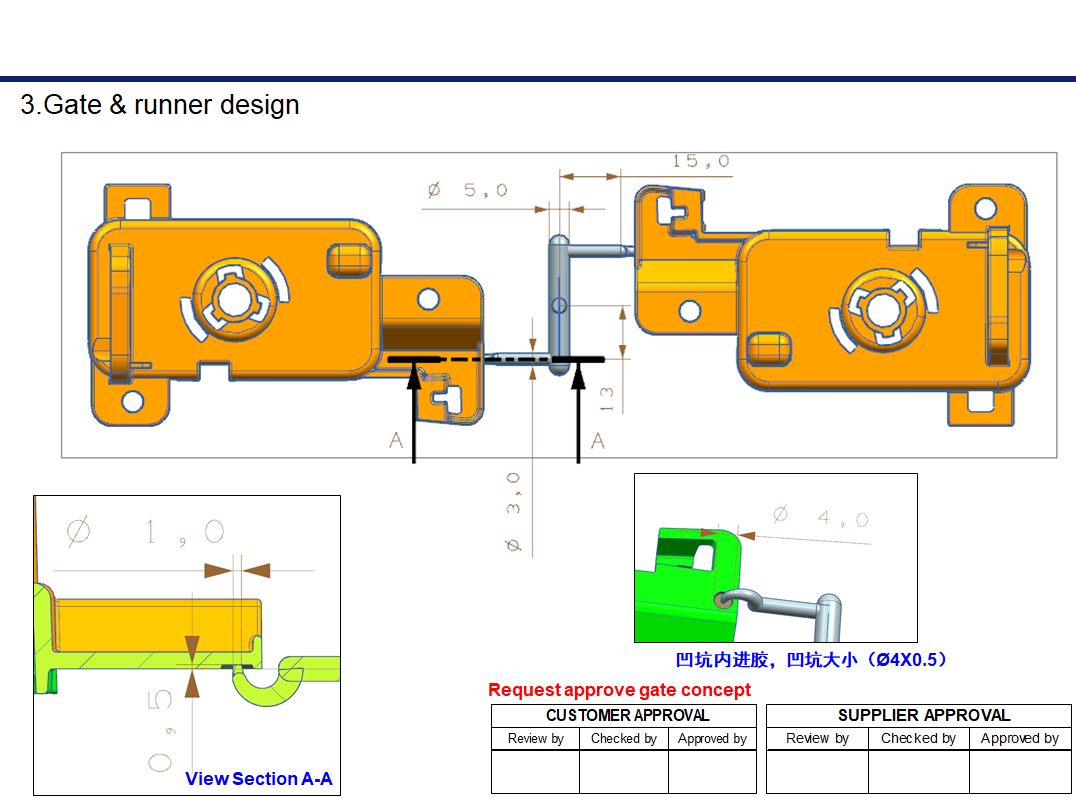
(3)澆口位置。當澆口位置影響塑料產品排位時,需先確定澆口位置,再排位。在一件多腔的情況下,澆口位置應統一。
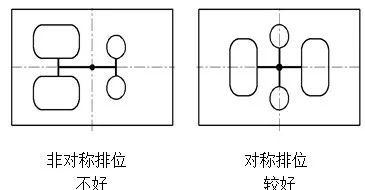
(4)進膠平衡。進膠平衡是指膠料在基本相同的情況下,同時充滿各型腔。
為滿足進膠平衡一般采用以下方法:
A.按平衡式排位(如圖5.1.1),適合于塑料產品體積大小基本一致的情況。

B.按大塑料產品靠近主流道,小塑料產品遠離主流道的方式排位,再調整流道、澆口尺寸滿足進膠平衡 (關于流道、澆口設計詳見第九章)。
注意:當大小塑料產品重量之比大于8時,應同產品設計者協商調整。在這種情況下,調整流道、澆口尺寸很難滿足平衡要求。
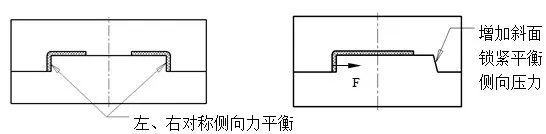
(6)型腔壓力平衡。型腔壓力分兩個部分,一是指平行于開模方向的軸向壓力;二是指垂直于開模方向的側向壓力。排位應力求軸向壓力、側向壓力相對于模具中心平衡,防止溢膠產生批峰 。
滿足壓力平衡的方法:
A.排位均勻、對稱。軸向平衡如圖5.1.2;側向平衡如圖5.1.3
B.利用模具結構平衡 如圖5.1.4 這是一種常用的平衡側壓力的方法,具體的技術要求參見下節。
從模具結構角度需考慮一下幾點
(1)滿足封膠要求
排位應保證流道、唧咀距前模型腔邊緣有一定的距離,以滿足封膠要求。一般要求D1≥5.0mm,D2≥10.0mm,如圖5.1.5所示。
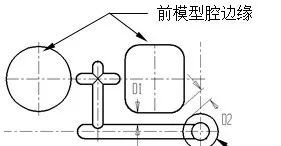
行位槽與封膠邊緣的距離應大于15.mm。
(2)滿足模具結構空間要求
排位時應滿足模具結構件,如鏟雞、行位、斜頂等的空間要求。同時應保證以下幾點:
A.模具結構件有足夠強度
B.與其它模胚構件無干涉
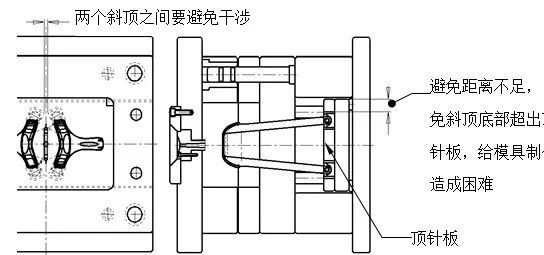
C.有運動件時,行程須滿足出模要求.有多個運動件時,無相互干涉.如圖5.1.6
D.需要司筒的位置要避開頂棍孔的位置
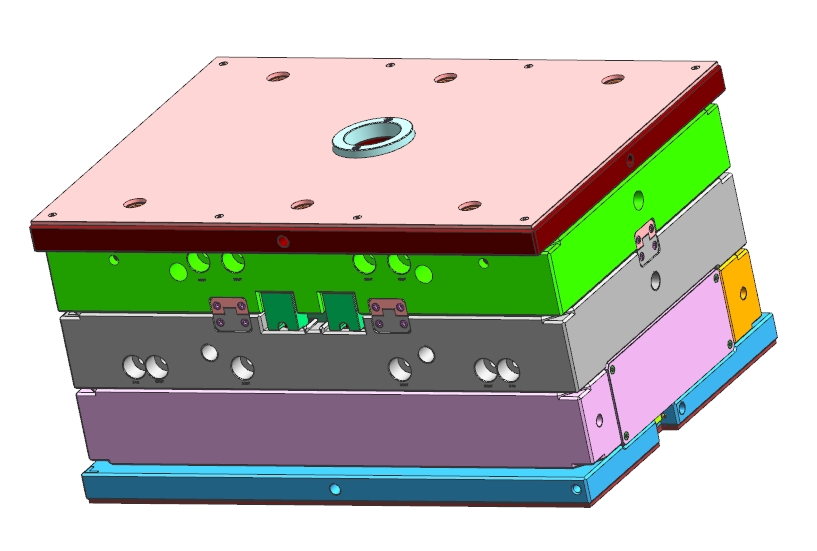
(3)充分考慮螺釘、冷卻水及頂出裝置
為了模具能達到較好的冷卻效果,排位時應注意螺釘、頂針對冷卻水孔分的影響,預留冷卻水孔的位置。
(4)模具長寬比例是否協調
排位時要盡可能緊湊,以減小模具外形尺寸,且長寬比例要適當,同時也要考慮注塑機的安裝要求。
Copyright ? 2024-2099 昆山市周市鎮中正通模具設計中心 . all rights reserved. ICP備案:蘇ICP備2022004992號-1 公安備案:![]() 蘇公網安備32058302001726
蘇公網安備32058302001726
服務熱線